 |
 |
电话:18939787125
服务热线:021-59882252
传 真:021-39217125
Q Q:1281650686
邮 箱:sale@shyier.net
网 址:http://www.shyier.net
http://www.zhuyunjx.com
地 址:上海市奉贤区北村路159号 | |
|
| 缸体、缸套平台网纹分析及平台网纹珩磨加工的工艺介绍 |
| 发布者:铸运机械 发布时间:2019-03-08 11:42 |
缸孔的表面粗糙度的形成一般要经过粗镗、半精镗、粗镗、精镗等多个步骤达到期望的质量。近年来,各发动机制造厂、机床厂和珩磨油石制造厂都在进行着缸孔表面加工新工艺方法的研究;缸孔平台珩磨网纹技术作为内燃机缸孔或缸套精加工的一种新工艺,目前在各个发动机厂逐步推广和应用。
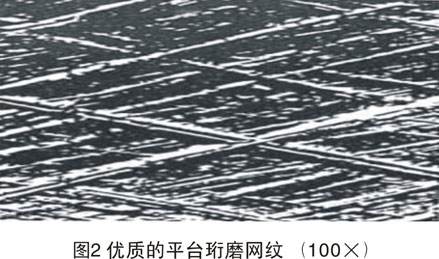
平台珩磨技术可在缸孔式缸套表面形成一种特殊的结构,这种结构由具有储油功能的深槽或深槽之间的微小支撑平台表面组成,形成典型的平台珩磨表面。如平台网纹效果图所示:
这种表面结构具有以下优点:
——良好的表面耐磨性
——良好的表面储油性,可使用低摩擦的活塞环
——降低机油消耗
——减少磨合时间(几乎可省掉)
缸孔平台珩磨的工艺过程
为形成平台珩磨表面,大批量生产时一般需要进行粗珩,精珩,平台珩磨,三次珩磨,其作用分别是:
粗珩:预珩阶段,主要是形成几何形状的正确似圆柱形孔和合适后续加工的表面粗糙度。
精珩:基础平台珩磨阶段,形成均匀的交叉网纹。
平台:平台珩磨阶段,形成平台断面。
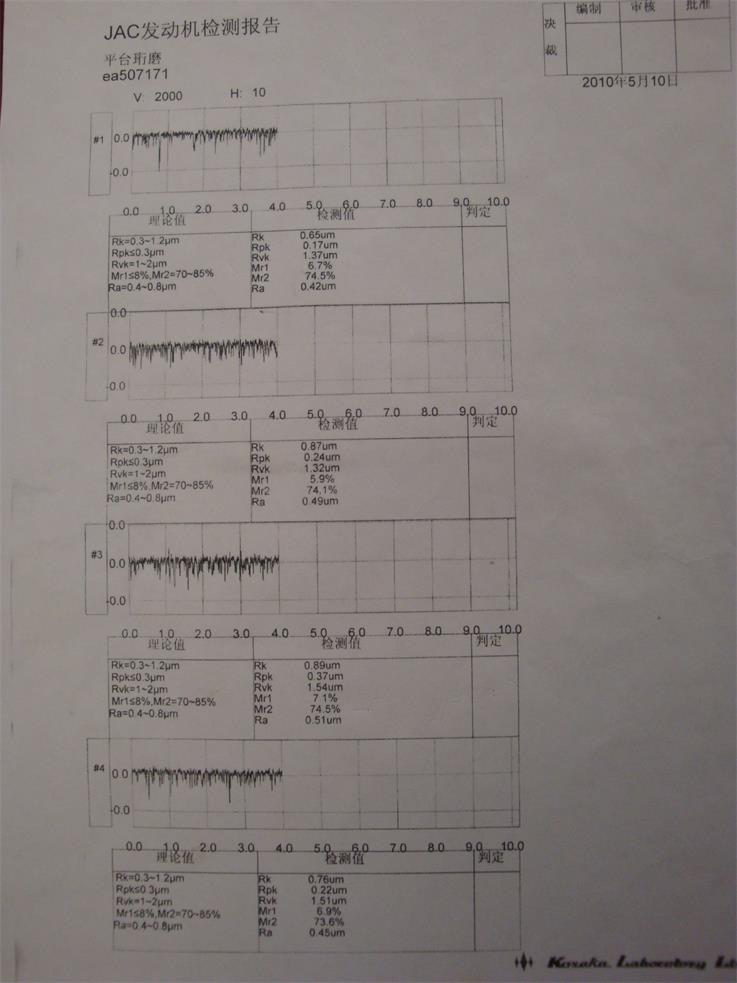
目前我公司退出的系列平台网纹珩磨油石,已成功配套了国内外知名厂家,能满足发动机厂家推行的平台网纹标准。下面示例为某发动机厂家运用我公司生产的珩磨油石来做出来的平台网纹。具体参数如下:
|
上一篇:珩磨工具的分类及介绍
下一篇:没有了 |
| | |
